The Indianapolis aerospace cluster is the densest in the Midwest. Within a forty-five-minute drive of Monrovia you have a turbine engine OEM running the largest defense propulsion site in the world, an FAA-approved composite repair station, AS9100-certified precision machining houses, and tier-2 composite layup specialists building structural assemblies for platforms like the A350, C-130, and V-22. Indiana has more than a billion dollars invested in aerospace and defense since 2013, 38,000 engineers — 46 percent above the national average — and one in five working residents employed in advanced manufacturing.
What most of those facilities share is a cleaning problem they don’t put in their marketing materials.
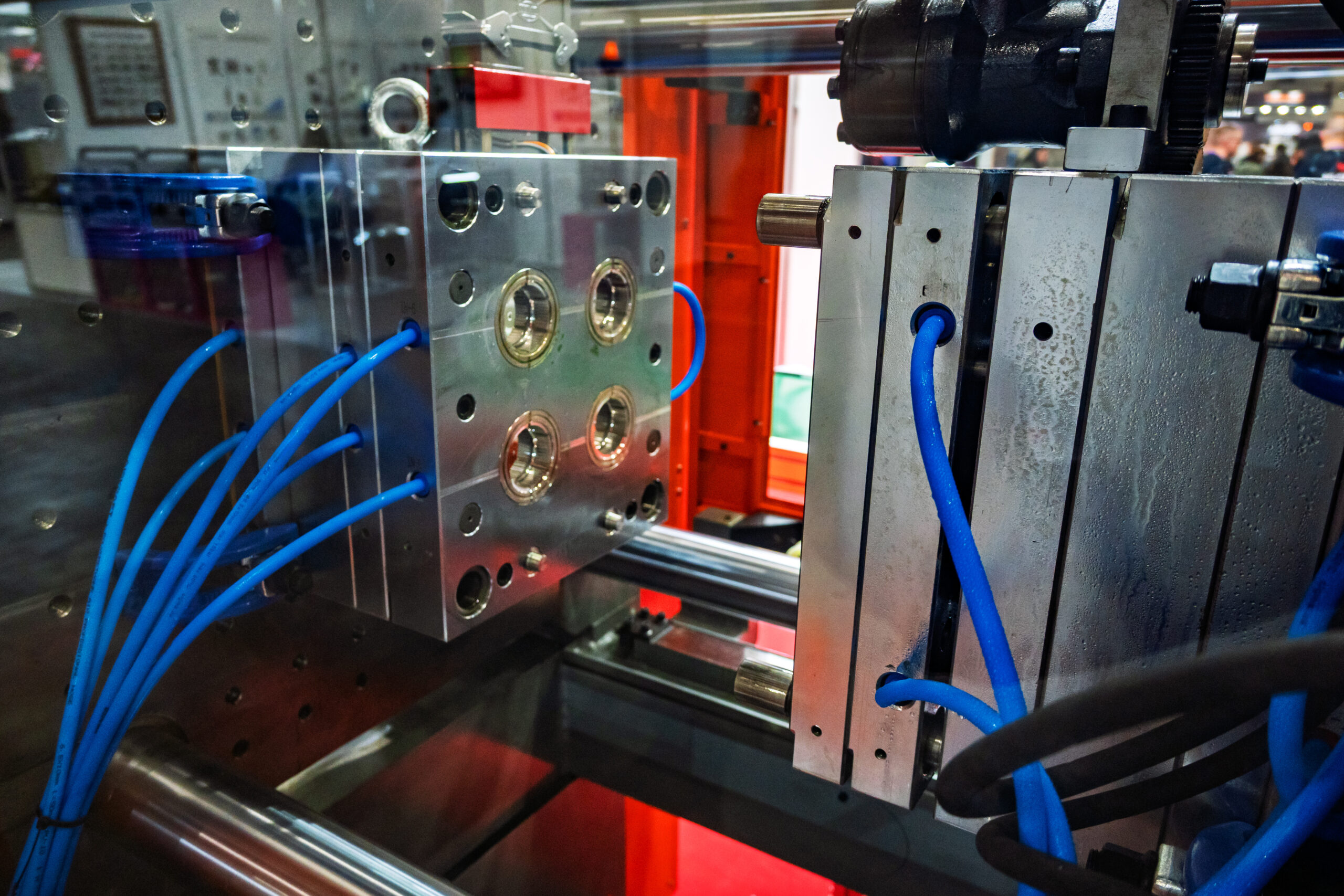
Composite tools accumulate release agent and prepreg residue that quietly pulls cycle time out of the schedule. Compressor blades need contaminants removed without changing the airfoil profile. Six-figure CNC mill-turn machines build up coolant film and chip debris that has to come off before parts move to NDI, plating, or coating. The cleaning methods most shops still rely on — manual scrubbing, chemical solvents, abrasive media blasting — were chosen decades ago, when there were fewer alternatives. They survive in 2026 mostly because they’re familiar, not because they’re optimal.
There is a better method, and the largest aerospace OEMs in the world have been quietly using it for years. It’s called dry ice cleaning, and this is a working overview for the central Indiana shops that haven’t adopted it yet.
What dry ice cleaning is, in a paragraph
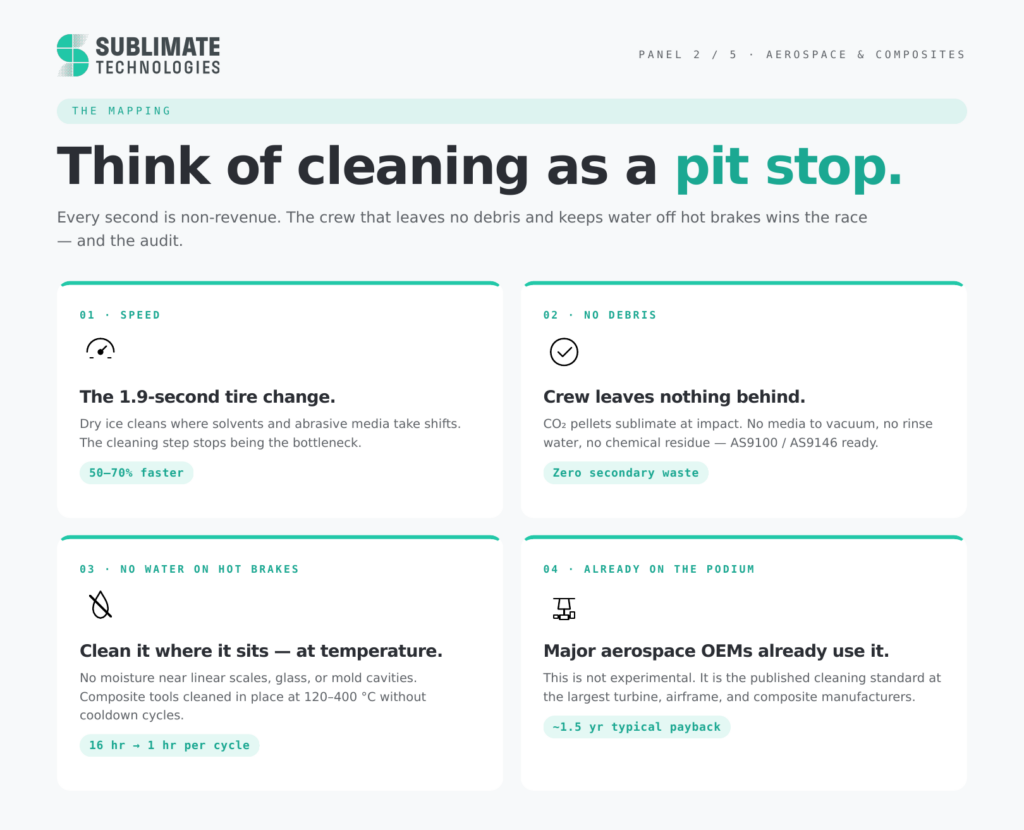
Dry ice cleaning — also called dry ice blasting or CO₂ blasting — accelerates pellets of solid carbon dioxide through a compressed-air nozzle and lifts contaminants off a surface through three coordinated effects: kinetic impact, thermal shock from the −78 °C pellet temperature, and a 700-fold volume expansion as the CO₂ sublimates back to gas at the moment of contact. The pellet disappears. There is no rinse water, no spent media, no slurry, and no chemical residue. The only waste stream is the contaminant itself.
That single fact — that the abrasive disappears at the point of impact — is what makes dry ice cleaning categorically different from sand, soda, walnut shell, plastic media, or any other blasting method. It’s also why it has become the cleaning standard for applications where leaving anything behind is unacceptable.
Five pain points dry ice cleaning addresses for aerospace and composite manufacturers
1. Foreign Object Debris compliance under AS9100 and AS9146
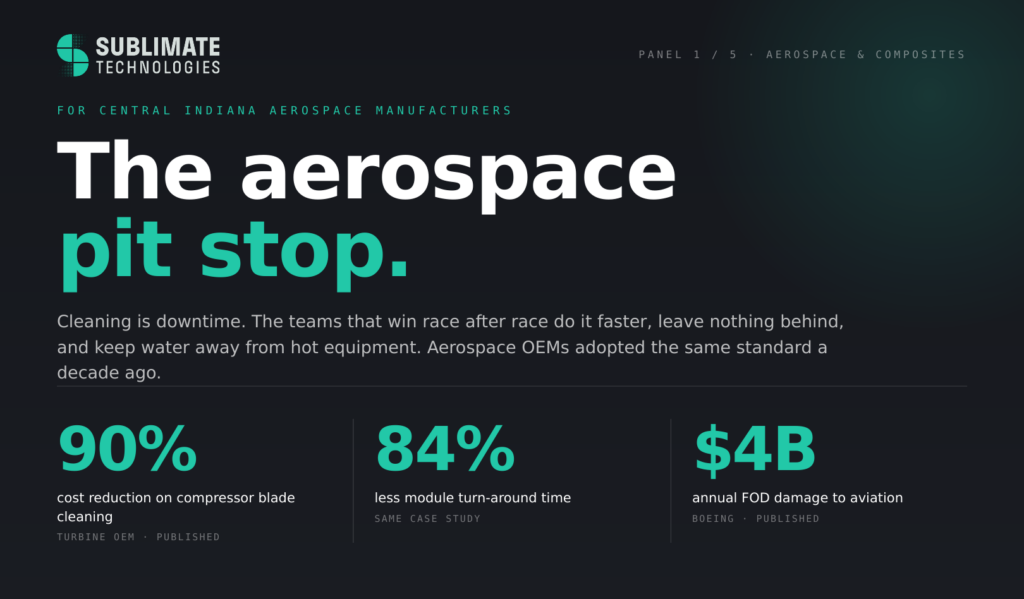
If you ship parts into an aerospace supply chain, you operate under a Foreign Object Debris control program. AS9100 Section 8 requires it. AS9146 is the dedicated FOD prevention standard. Boeing publishes an annual estimate that FOD costs the aviation industry roughly four billion dollars per year — in damaged engines, scrapped parts, line stops, and warranty exposure.
The contract language that flows down from primes to tier-2 suppliers is increasingly explicit about what counts as compliant cleaning. Methods that leave abrasive media, rinse water, or chemical residue on the part are progressively less acceptable. Every gram of media you have to vacuum up after a cleaning step is a paperwork problem and a contamination risk.
Dry ice cleaning solves this at the physics level. The cleaning agent sublimates. The only thing on the part after the operator finishes is the part. For shops chasing tighter FOD compliance — particularly anyone working through CMMC Level 3 or selling into ITAR programs — that’s not a feature. It’s a contract enabler.
2. Composite Tool Integrity at Production Temperature
Composite tooling is expensive, dimensionally critical, and notoriously difficult to clean without damage. Release agents accumulate. Prepreg residue cures in place. Resin transfer molding tools build up cured matrix in vents and parting lines. Every cleaning cycle is a chance to alter the tool surface — which means changing the next part that comes off it.
Abrasive blasting is out: any media coarser than gentle plastic alters the tool finish, and even plastic media risks composite contamination. Chemical strippers attack the matrix and the elastomeric seals around the tool. Manual scraping is slow, inconsistent, and operator-dependent.
Dry ice cleaning is non-abrasive. It does not change tool dimensions, finish, or tolerance. Equally important, composite molds can be cleaned in place at operating temperature. A published European case study on a high-precision mold running at 120–400 °C took mold cleaning time from 16 hours per cycle to 1 hour, eliminating the heat-cool-clean-reheat sequence that was the actual cost driver. The case study reported a 1.5-year payback period and an additional 500,000 parts per year in available capacity from the same tool.
For composite layup houses, RTM shops, and autoclave-tooling operations, that math is the entire ROI conversation in one paragraph.
3. Cleaning compressor blades and turbine components without the chemicals
The published reference case for turbine cleaning is unambiguous. A major aerospace OEM moved from manual scrubbing of titanium compressor blades — a process that exposed workers to sharp airfoils and a stack of cleaning chemicals — to a robotic dry ice system inside a sound-attenuated enclosure. The reported result: ninety percent cost reduction on the cleaning step, eighty-four percent reduction in module turn-around time, and elimination of the chemical exposure that was driving the EHS conversation in the first place.
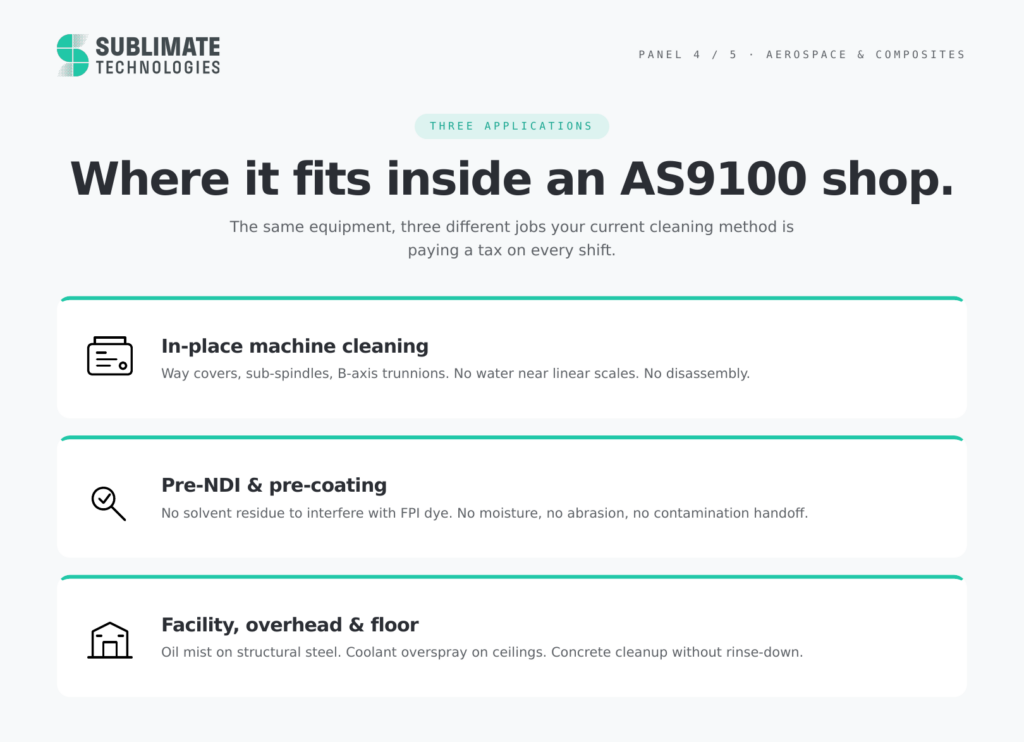
Dry ice cleaning works on compressor blades, guide vanes, stators, and engine casings. It works between blades without disassembly. It strips coatings selectively without damaging the substrate underneath, which makes it equally useful for landing gear refurbishment, paint stripping on aluminum airframes, and removing thermal-spray overspray from masking and fixtures.
For the MRO shops in central Indiana doing composite repair, paint strip, and surface prep before bond — this is your daily process, with the chemicals taken out.
4. Pre-NDI and pre-coating surface preparation
Fluorescent penetrant inspection, eddy current testing, and ultrasonic NDI all require a contamination-free surface. So does plating. So does anodizing. So does any coating system worth qualifying.
The conventional answer is solvent wipe — slow, messy, and the solvent itself can interfere with FPI dye chemistry. Dry ice cleaning leaves no chemistry behind to interfere with anything. For a precision machining shop sending parts out for plating, NDI, or paint, replacing solvent wipe with dry ice cleaning eliminates a contamination variable from the inspection result.
This matters most for the AS9100D machining shops in the Indianapolis cluster — the houses cleaning chips, coolant, and cutting fluid film off finished parts before they ship to the next vendor.
5. Worker safety, silica enforcement, and the chemicals you no longer need
OSHA’s respirable crystalline silica permissible exposure limit of 50 micrograms per cubic meter — with a 25 µg/m³ eight-hour time-weighted average action level — has made traditional silica sand blasting effectively unworkable inside any covered facility in the United States. Six other major economies, including the EU, UK, Canada, Australia, Japan, and South Korea, have banned silica sand blasting outright as of March 2026. OSHA has signaled increased 2026 inspections in manufacturing, construction, utilities, and warehousing.
If your facility is still running silica media in any application, the regulatory trend is one direction.
Dry ice cleaning generates zero silica exposure. It generates no airborne abrasive media at all. It eliminates the chemical solvents that traditional cleaning relies on, which means fewer SDS documents, less PPE complexity, and a thinner audit binder. The federal environmental compliance background that founded Sublimate Technologies built the operational program around exactly this set of conditions: LOTO-certified operators, CO₂ monitoring on every job, site-specific JSAs, and full insurance coverage.
For an EHS manager assembling a 2026 program, the math is straightforward. One cleaning method removes silica risk, solvent risk, secondary waste, and rinse water from the same step.
What dry ice cleaning costs versus what manual cleaning costs
The honest answer is that dry ice cleaning is rarely the cheapest method per hour. The labor rate is comparable, and the consumable — the dry ice pellet — is a real line item.
The reason it wins is that it is the cheapest method per outcome. Every published case study tells the same story. Sublimate’s own first-party numbers in published collateral are 50 to 70 percent faster than manual scrubbing or media blasting, with zero added moisture and three to five times less secondary waste. The aerospace industry references published by the OEMs themselves go further: 90 percent cost reduction on compressor blade cleaning, 84 percent turn-time reduction, 16 hours of mold cleaning collapsed to 1 hour, 500,000 additional parts per year in recovered tool availability, payback in eighteen months.
Those last numbers are industry references, not Sublimate’s own jobs. They are cited as such. But they are the standard the major OEMs have already validated, which means the question for a central Indiana composite shop or precision machining house is no longer whether the method works. It’s whether you have local service for it.
Why local service matters for this cluster
Most of the published aerospace dry ice references are tied to OEM-owned automated systems. That option exists for facilities running thousands of identical parts. For a 27-machine precision machining shop, a 130,000-square-foot composites layup operation, or an FAA-approved composite repair station running mixed work, the right answer is service-based: a trained crew, mobile equipment, full insurance and LOTO certification, and documentation that survives an audit.
Sublimate Technologies operates that service model out of Monrovia, Indiana. The service area covers central Indiana, with regular work into Illinois, Ohio, Kentucky, and Michigan. The standard deliverable on every job includes before-and-after photos, JSAs, scope completion notes, CO₂ monitoring records, and a clean handoff to the next process — exactly the documentation set an AS9100 quality manager or a CMMC-aligned compliance program needs to close the loop.
The real value is not selling something new to the central Indiana aerospace cluster. The value is bringing locally what the largest aerospace OEMs in the world figured out a decade ago. The cleaning method is established. The proof is published. What changes is who has to send parts out of state to use it.
What to do next

If your facility is preparing for an AS9100 or AS9146 surveillance audit, evaluating a tool-cleaning improvement, planning an MRO turn that includes paint strip or surface prep, or replacing a manual cleaning step that’s been in the SOP since 1998 — a paid trial on a representative part is the cleanest way to evaluate dry ice cleaning against your current method.
The trial measurement is simple. Pick the part or tool that costs you the most cycle time today. Time the current process. Time the dry ice process. Compare the documentation each one produces. Compare the secondary waste. Compare what’s left on the surface afterward.
The numbers are the conversation.
—
*Sublimate Technologies is a mobile dry ice blasting and specialty industrial cleaning company based in Monrovia, Indiana, serving the central Indiana aerospace, composites, food and beverage, and restoration markets across the Midwest. Fully insured, LOTO certified, CO₂-monitored on every job. To discuss a paid trial on a representative part or tool, contact Oliver Ware at 317-893-3004 or oware@sublimatetech.com.

